切割(gē):
①用進口切割機切割複合板時先將定位(wèi)器(qì)調到所需的尺寸,先切一小點(diǎn)後,複核尺寸是否與需要尺寸相符合,相符時開始切割,反之進行調整,直至符合為止。
②複合板切割時,切割(gē)方向一定要從左向右、從上至下,不準反切,板塊飾麵必須向上(shàng),兩人共同切割時,必須采用簡易(yì)手式或(huò)口令表示可以切割,其一操作員才能(néng)踩下離合器。
③切割完畢要檢查所剪板塊數據是否與加工單相吻合,誤差允許±1.0mm。
④將板塊輕放於清潔平台,避(bì)免板塊飾麵受損。
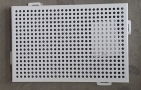
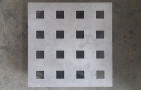
沈陽鋁單板(bǎn)刨槽:
①首先複核切割板塊數據采用材料是否符合加工單要求。
②刨槽時,必(bì)須將加工單圖意作再次(cì)分(fèn)析、確認、定型(xíng)。
③操作此項必須要求一人負責控製,刨槽方向要從左向右,從上(shàng)至下,不準反切,力度一定要足夠且平穩,要使定位輪與複合板貼緊,否則槽深淺不一致。
④刨槽時先(xiān)調整顯示器至需要的尺寸,試(shì)開時,采(cǎi)用一小塊複合板作刨槽調試,調試效果必(bì)須按複(fù)合板刨槽要求中,刨槽深度必須保證飾背(bèi)麵聚(jù)乙稀厚度在0.3mm~0.5mm之間,刨槽(cáo)口寬在(zài)3mm~4mm之間,不得影響背麵飾(shì)麵外觀,槽的位置尺寸誤差允許±0.5mm。
⑤刨(páo)槽完畢要輕放,避免飾麵受損。
板")
沈陽鋁單板